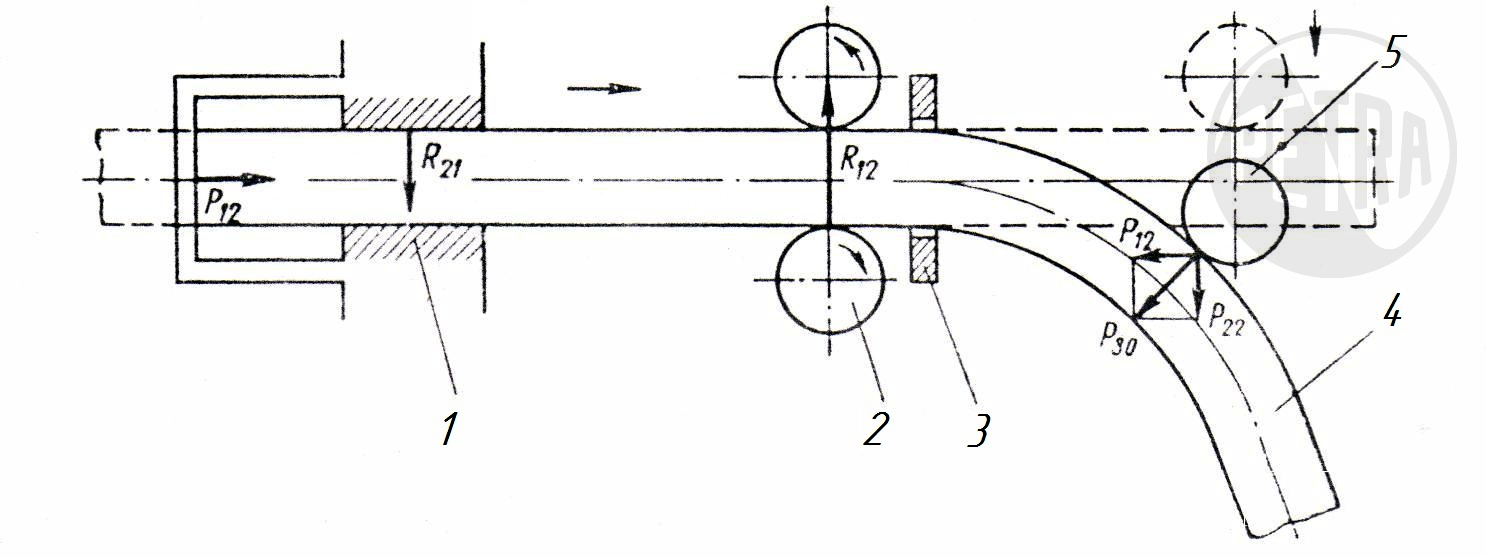
«Если нагреть узкую зону трубы по окружности и приложить механические усилия (рис.1), происходит гибка труб без наполнителей. Этот процесс является непрерывно-последовательным. Труба перемещается относительно индуктора в сторону изгиба.

Рис.1. Принципиальная схема гибки труб с индукционным нагревом.
1 – каретка зажима; 2 – направляющие ролики; 3 – индуктор; 4 – изгибаемая труба; 5 – нажимной ролик.
Нагретая полоса, набегая на мощный спрейер, охлаждается. Иначе невозможно достичь узкой полосы нагрева. Качество гибки определяется эллипсностью сечения после гибки, изменением толщины стенки изогнутой трубы по окружности и изменениями механических качеств и структуры стали. Практика показывает, что при выборе оптимальных режимов гибки с индукционным нагревом эллипсность не превышает 2-3%, изменение толщины стенки не превышает 5%. Гибку можно производить без структурных изменений стали и с радиусом погиба от полутора диаметров трубы. При гибке труб из жаропрочных и нержавеющих марок сталей (Х18Н10Т, Х17Н13М2Т, 30ХМА и др.) с толщиной стенки до 18 мм и более установлено, что ее можно совмещать с термообработкой. При этом улучшаются механические свойства и предотвращается наклеп. Таким образом, дорогостоящая и малопроизводительная операция холодной гибки с дорнами (текстолитовыми кольцами, напрессованными на трубу перед гибкой) может быть заменена гибкой с индукционным нагревом.»*

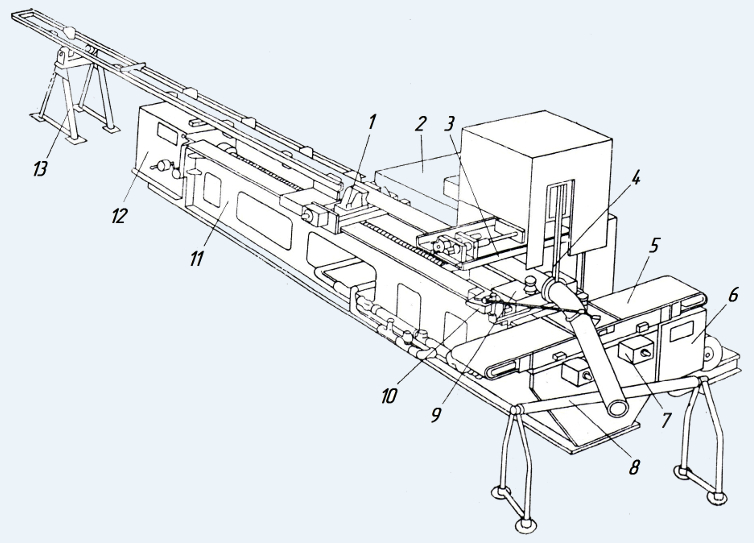
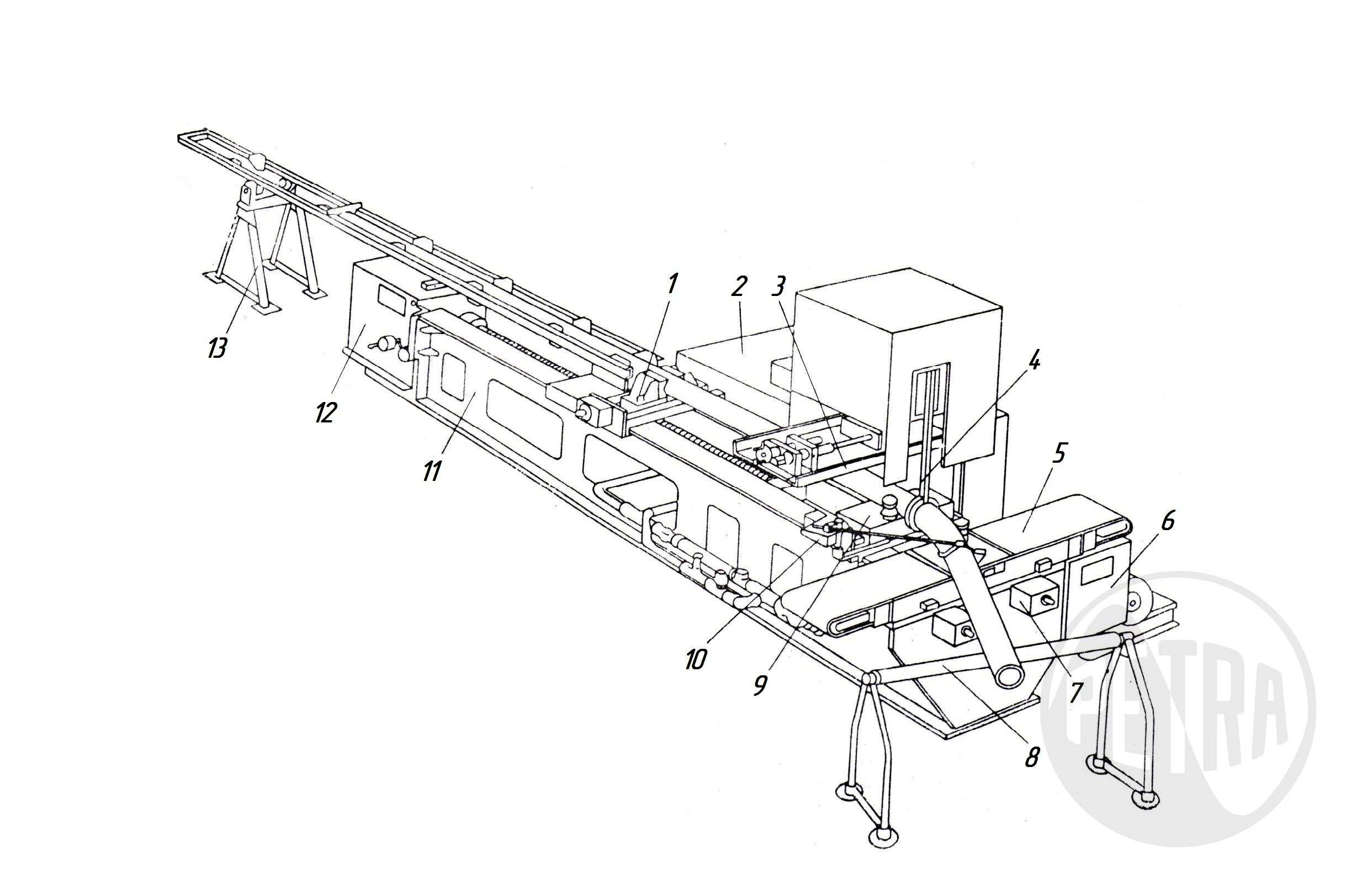
Рис.2. Трубогибочный станок с индукционным нагревом.
1 – каретка зажима; 2 – конденсаторная батарея; 3 – держатель трансформатора; 4 – индуктор; 5 – каретка нажимного ролика; 6 – механизм поперечной подачи; 7 – установочные механизмы; 8 – козлы; 9 – каретка направляющих роликов; 10 – радиусоугломер; 11 – станина в сборе; 12 – механизм продольной подачи; 13 – удлинитель.
* – Бодажков В.А., «Индукционный нагрев труб»
Состав
Мы производим установки индукционного нагрева, которые применяются в составе трубогибочных станов для гибки труб типа ТГУ, ТГС, ТГСВ и др. Это могут быть станы производства ООО «Кантар», Пэлла-маш или другого производителя. Установки индукционного нагрева на базе преобразователей частоты ПЕТРА-0132 или ПЕТРА-0141 применяются для замены устаревших индукционных нагревателей на базе машинных преобразователей частоты типа ВПЧ, ОПЧ или тиристорных типа ТПЧ, ТПЧР. Установка может поставляться комплектно или по частям, в том числе:
- Полупроводниковый преобразователь частоты ПЕТРА-0132 или ПЕТРА-0141;
- Станция теплообменная ПЕТРА-0395;
- Блок ВЧ-трансформатора ТЗ4-800;
- Конденсаторная батарея;
- Выносной пульт управления;
- Комплект соединительных кабелей.