Рис. 1
Различают вакуумные печи полунепрерывного и периодического действия. Различие в построении процесса относится к загрузке, разгрузке и вакуумированию печи. В печах периодического действия операции по установке и выгрузке форм или изложниц, зачистке, подготовке и загрузке тигля выполняются при открытой, заполненной воздухом плавильной камере. В печах полунепрерывного действия все эти операции производятся без нарушения вакуума. Это облегчает получение металла высокого качества, т.к. устраняет дополнительное поглощение воздуха элементами конструкции печи, находящимися внутри плавильной камеры.
Промышленные ИВП имеют индуктор, находящийся внутри вакуумной камеры и непосредственно охватывающий тигель. К ним относятся такие печи как УППФ-2М, ИСВ, ВИАМ, ВИП с ёмкостью тигля от 15 до 600 кг.

Рис. 2
Иногда применяется компоновка с индуктором, вынесенным из вакуумного объёма. В этом случае часть вакуумной камеры, находящаяся между тиглем и индуктором, должна быть прозрачной для магнитного поля. Обычно она представляет собой газонепроницаемую трубу из кварца или плавленого электрокорунда. Коэффициент полезного действия таких печей, как правило, невелик из-за большого промежутка между индуктором и садкой, необходимого для получения приемлемых тепловых условий для кварцевой или электрокорундовой трубы. Эта конструкция имеет и достоинства. Это – уменьшение объёма и поверхностей вакуумной камеры, что уменьшает натекание воздуха и удешевляет вакуумную откачную систему, уменьшение массы и стоимости печи и существенное облегчение требований к изоляции индуктирующей системы.
Современные ИВП периодического действия выпускаются в двух исполнениях: с тиглем, наклоняющимся внутри неподвижной плавильной камеры (аналогично тиглю печи на схеме вакуумной печи рис. 3), и в двухкамерном исполнении – с плавильной камерой, поворачивающейся совместно с тиглем и соединенной с неподвижной разливочной камерой с помощью поворотного уплотнения. В первом случае разливка производится непосредственно в изложницу или форму (обычно через приемную воронку), во втором металл поступает к изложнице или форме, находящейся в камере разливки, по футерованному желобу, проходящему сквозь поворотное уплотнение. Печи, рассчитанные на заливку нескольких изложниц или форм, снабжаются устройством, обеспечивающим поочередную подачу их под заливку.
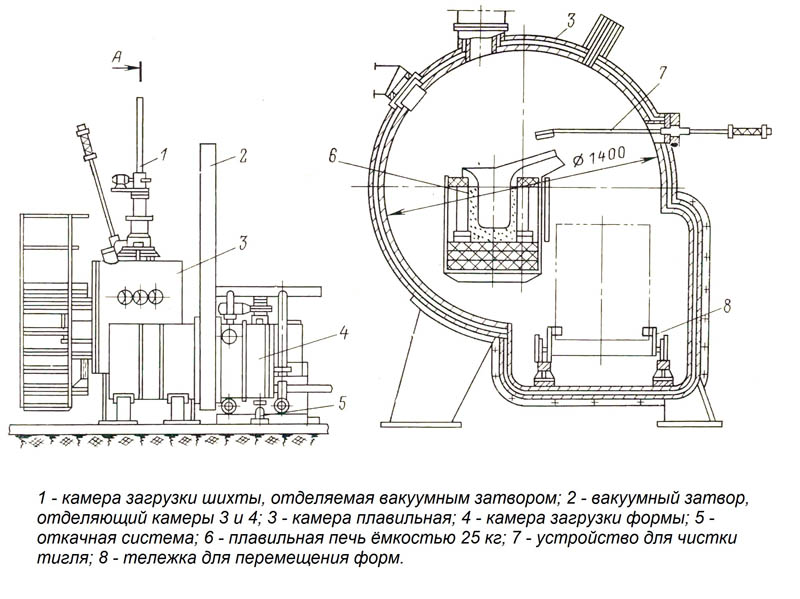
Рис. 3
Индукционные вакуумные печи полунепрерывного действия могут быть выполнены аналогично последней из описанных конструкций, с тем отличием, что после разливки металла жёлоб убирается в одну из камер и атмосфера камер разобщается с помощью вакуумного затвора. Однако чаще печи полунепрерывного действия выполняются с наклоняющимся тиглем при неподвижной плавильной камере, снабжённой шлюзовой камерой для подачи форм.
Обычно ИВП полунепрерывного действия имеет герметичные шлюзовые камеры для подачи шихтовых материалов. В необходимых случаях ИВП снабжаются нагревательными устройствами для нагрева форм, а также для подогрева шихты (до 500-900ºС) и её обезгаживания; ИВП снабжаются устройствами для пробивки мостов шихты, зачистки тигля и измерения температуры расплава, а также необходимым количеством гляделок. Печи для приготовления сплавов имеют также дозаторы для подачи в тиглях присадок и устройство для отбора проб металла. В некоторых случаях предусматриваются подогрев сливного носка печи и сливного желоба с помощью нагревателей сопротивления, а также устройство для удаления шлака. Для осуществления центробежного литья выпускаются печи специального исполнения со столом, вращающимся со скоростью 100-800 об/мин.*
Индукторы вакуумных индукционных печей с низкой степенью разрежения рассчитаны на напряжение средней частоты не выше 400 В. Применение более высокого напряжения приводит к пробою на корпус печи. Для получения пониженного напряжения применяется подключение преобразователя частоты к сетевому напряжению 380В через понижающий трансформатор, либо выход преобразователя частоты подключается к нагрузке через понижающий среднечастотный трансформатор. В этом случае дополнительно достигается изоляция выхода преобразователя от индуктора.
Для подачи напряжения средней частоты на индуктор, находящийся в вакуумной камере, применяются специальные гермовводы. Для исключения нагрева металлоконструкций печи гермовводы, как правило, имеют коаксиальную конструкцию. Кроме того, гермовводы по конструкции различаются на изолированные и неизолированные. В изолированном гермовводе оба провода изолированы от корпуса печи. В неизолированном гермовводе один из проводов подключен к корпусу печи. Для работы на неизолированный гермоввод преобразователь частоты должен быть подключен к нему через разделительный трансформатор, например, ТС-250/2,4 или ТРС1-800.
* – «Современные методы индукционной плавки», Л.Л. Тир, Н.И. Фомин.

Подготовка пусконаладочных работ начинается на этапе заключения договора. Специалисты ООО НКВП «Петра» согласовывают план размещения оборудования в производственных условиях покупателя, подвод коммуникаций (электроэнергия, вода, канализация и др.), сопряжение с оборудованием покупателя.
Пусконаладочные работы включают в себя: выезд специалиста к Заказчику; подключение и настройку оборудования для обеспечения технологического режима; обучение производственного и обслуживающего персонала. Стоимость работ составляет 5…10% от цены поставленного оборудования.

Срок изготовления зависит от готовности оборудования на сборочном производстве и сложности Вашего заказа. Поэтому уточняйте срок изготовления при каждом обращении к нашим менеджерам. Обычно срок поставки не превышает: для преобразователей частоты – 2-х месяцев, для индукционных установок – 3-х месяцев.

Доставка оборудования производится самовывозом на транспорте покупателя или транспортной компанией.

Как правило, применяется поэтапная оплата по формуле: 50% — аванс, 50% — оплата перед отгрузкой оборудования. Другие формы оплаты – по согласованию с покупателем.

В случае возникновения гарантийного случая в период гарантийного обслуживания работы по ремонту оборудования производятся бесплатно. Срок действия гарантии — 12 месяцев со дня ввода в эксплуатацию. Возможны другие условия гарантии, которые предусматриваются договором поставки.
© НКВП «Петра» 2003-2026