Стабильный, регулируемый нагрев
Равномерный, регулируемый темп выдачи заготовок
Обслуживается одним работником



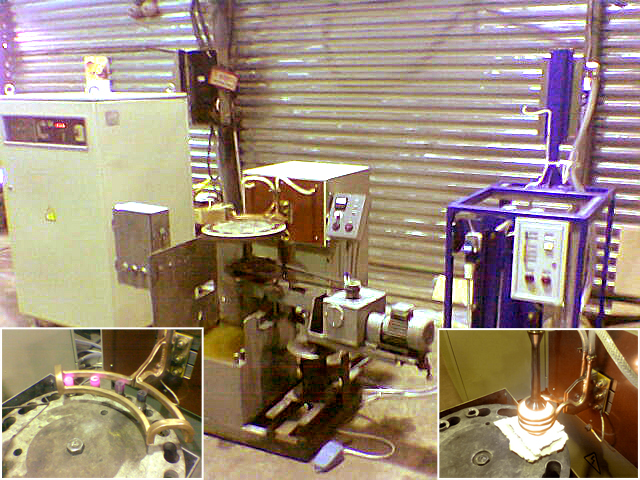
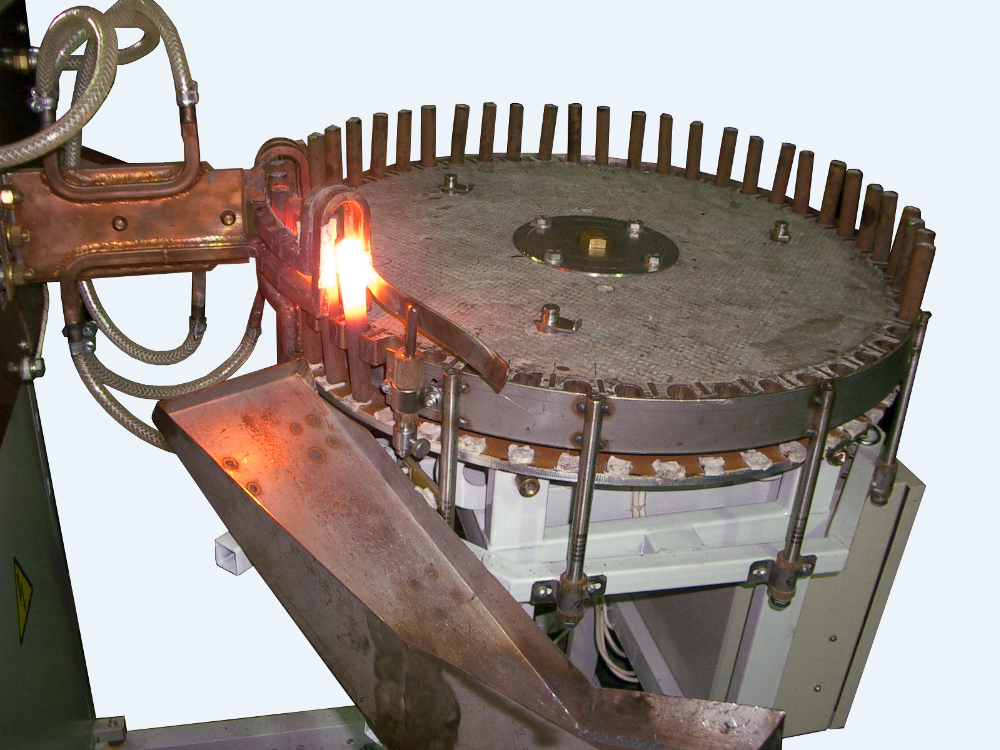
Нагреваемые заготовки вручную или полуавтоматически устанавливаются в ячейки расположенные по окружности дискового (роторного) транспортного устройства. Поворот диска на заданный шаг производится автоматически согласно требуемой производительности. Проходя через щелевой индуктор, концы заготовок нагреваются. Ширина зоны нагрева определяется шириной индуктора. На выходе из индуктора нагретая деталь выталкивается в лоток-накопитель или скатывается по склизу в зону штамповки.
Стабилизированное время нагрева и мощность индуктора обеспечивают стабильную повторяемую температуру нагрева заготовки. Установки с дисковым механизмом применяются, например, для нагрева под высадку головок болтов.


Для индукционного нагрева прутковых заготовок насосных штанг под высадку замковой части применяется механизм с линейным перемещением заготовки. Заготовки автоматически забираются захватывающим устройством с загрузочного стола и подаются на цепной транспортёр, который пошагово перемещает заготовку к индуктору в поперечном направлении. Загрузка и выгрузка нагреваемой части заготовки из индуктора производится продольным перемещением заготовки с помощью специального захвата. Извлечённую из индуктора заготовку досылающее устройство подаёт непосредственно в руку штамповщику.
Автоматизация процесса обеспечивает стабильную и повторяемую температуру нагретой части заготовки на выходе из индуктора.
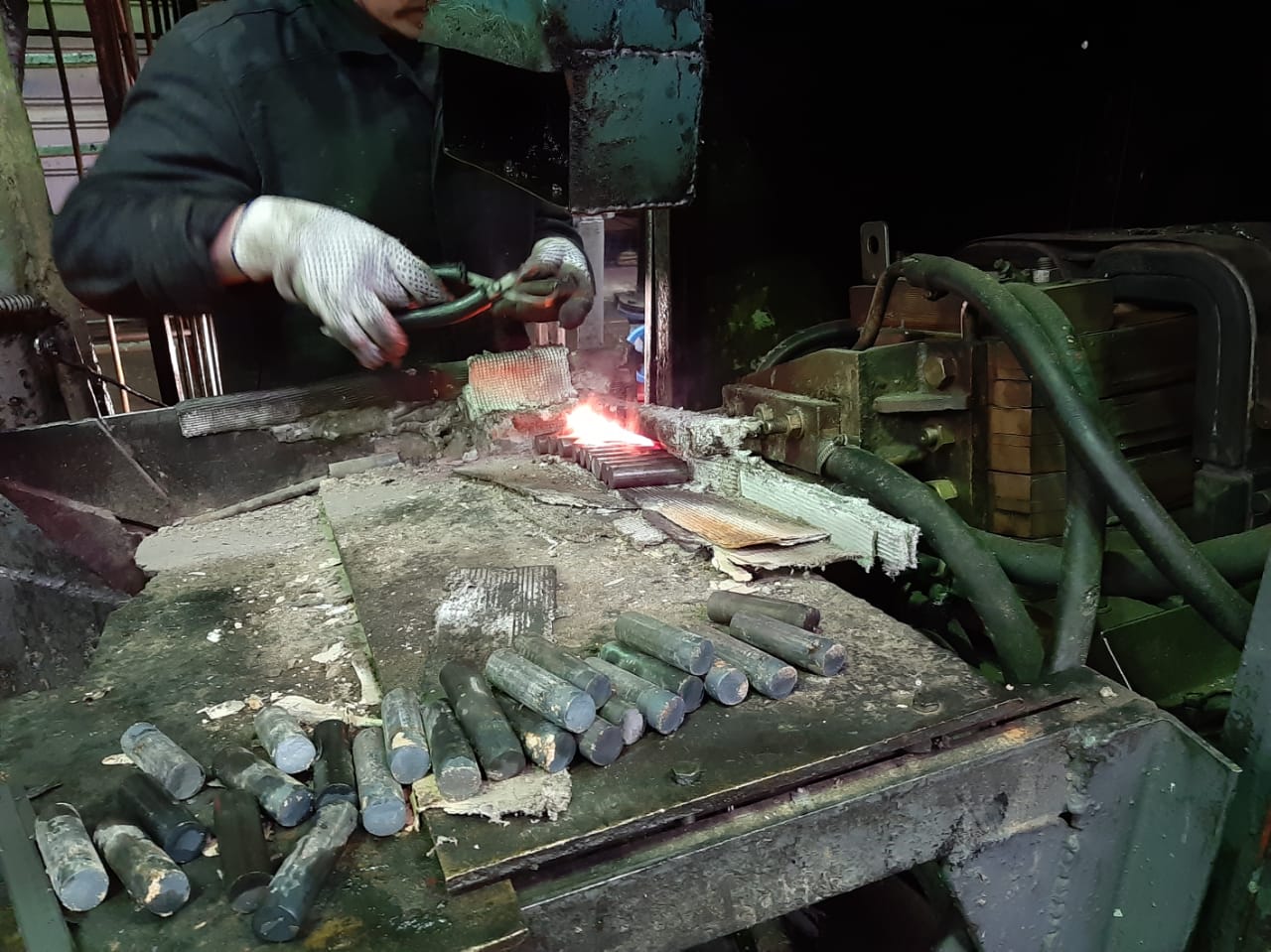
Для индукционного нагрева концов заготовок применяются также установки с ручной подачей.
| Диаметры нагреваемых заготовок, мм | 25…50 |
| Производительность по нагреваемой части заготовки, кг/ч | 320…640 |
| Номинальная мощность, кВт | 160, 250, 320 |
| Частота тока индуктора, кГц | 2.4, 8.0 |
| Напряжение питающей сети, В | 3х380, 50 Гц |
| Расход охлаждающей воды, м3/ч | 3…4,2 |

Подготовка пусконаладочных работ начинается на этапе заключения договора. Специалисты ООО НКВП «Петра» согласовывают план размещения оборудования в производственных условиях покупателя, подвод коммуникаций (электроэнергия, вода, канализация и др.), сопряжение с оборудованием покупателя.
Пусконаладочные работы включают в себя: выезд специалиста к Заказчику; подключение и настройку оборудования для обеспечения технологического режима; обучение производственного и обслуживающего персонала.
Стоимость работ составляет 5…10% от цены поставленного оборудования.

Cрок изготовления зависит от готовности оборудования на сборочном производстве и сложности Вашего заказа. Поэтому уточняйте срок изготовления при каждом обращении к нашим менеджерам. Обычно срок поставки не превышает: для преобразователей частоты – 2-х месяцев, для индукционных установок – 3-х месяцев.

Доставка оборудования производится самовывозом на транспорте покупателя или транспортной компанией.

Как правило, применяется поэтапная оплата по формуле: 50% – аванс, 50% – оплата перед отгрузкой оборудования. Другие формы оплаты – по согласованию с покупателем. Также имеются банки-партнёры, работающие с нами по лизингу.

В период гарантийного обслуживания выезд нашего специалиста и ремонт в случае аварии – бесплатный. Срок действия гарантии – 12 месяцев со дня ввода в эксплуатацию.
© НКВП «Петра» 2003-2026