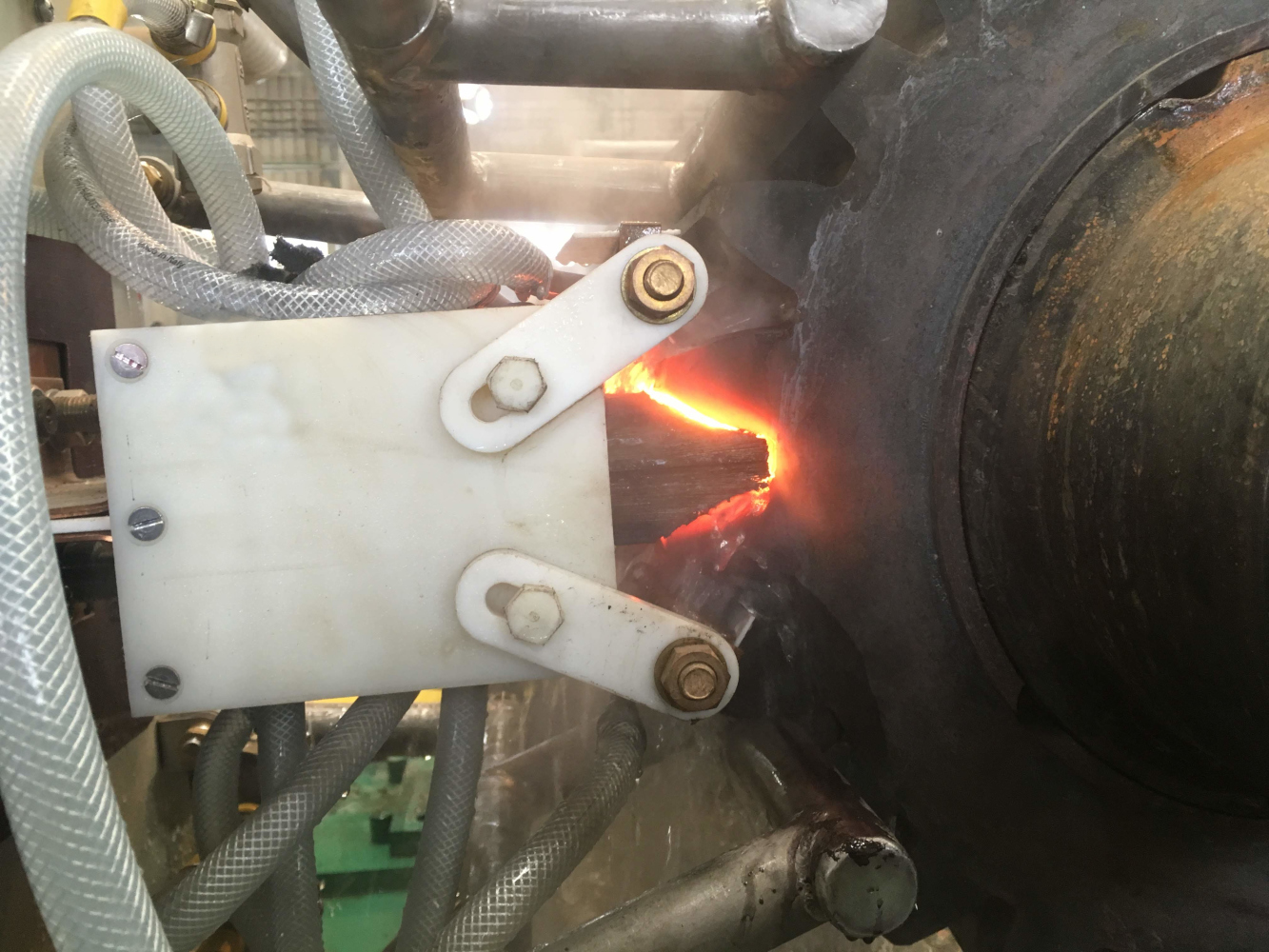
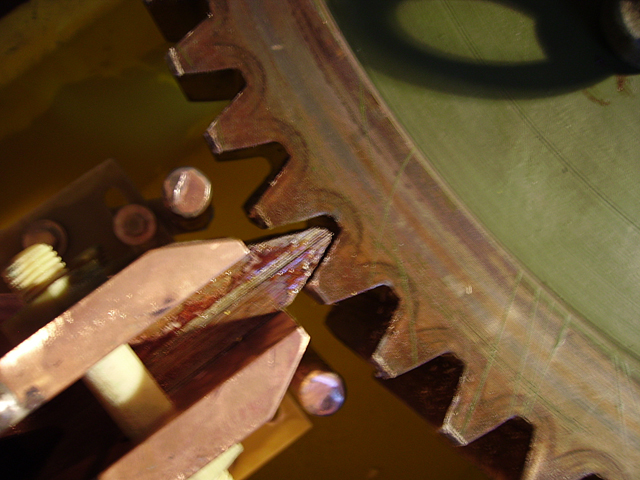
Равномерный закалённый слой поверхности зуба и впадины, сердцевина зуба остаётся сырой
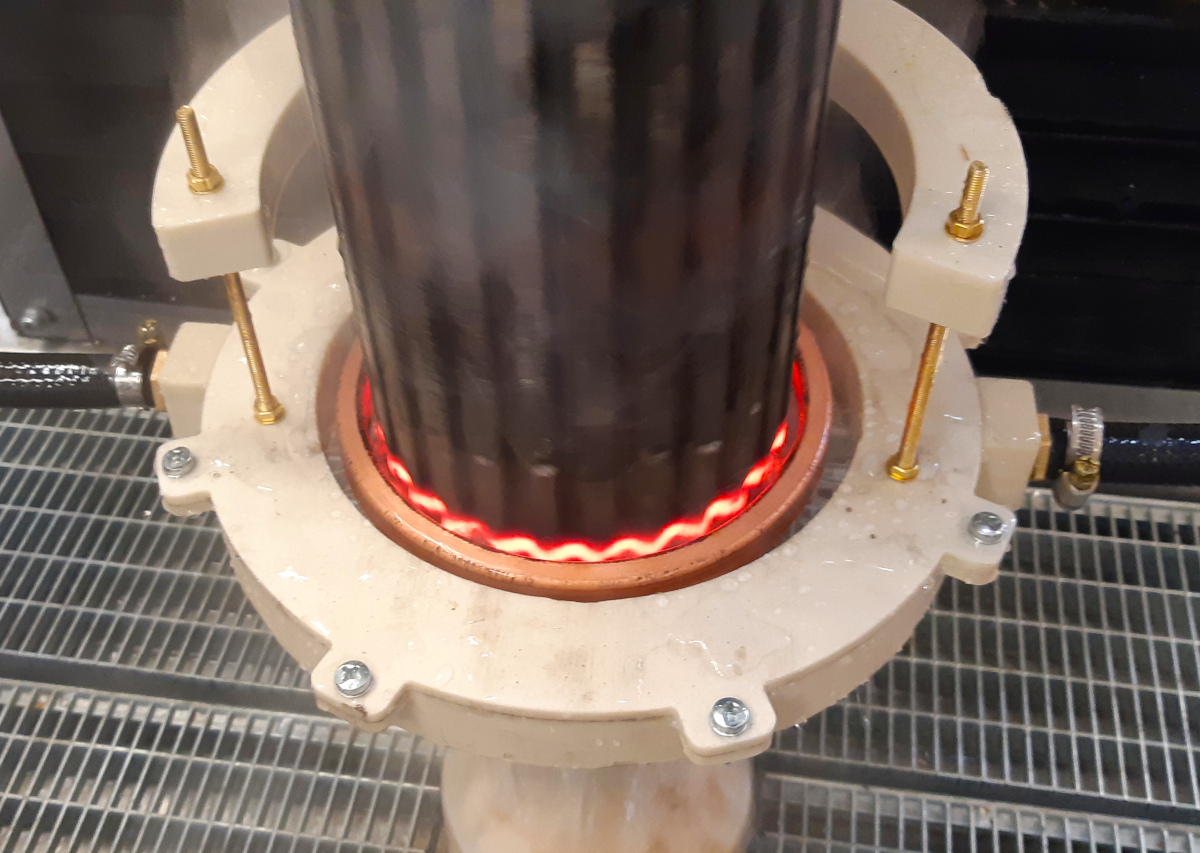
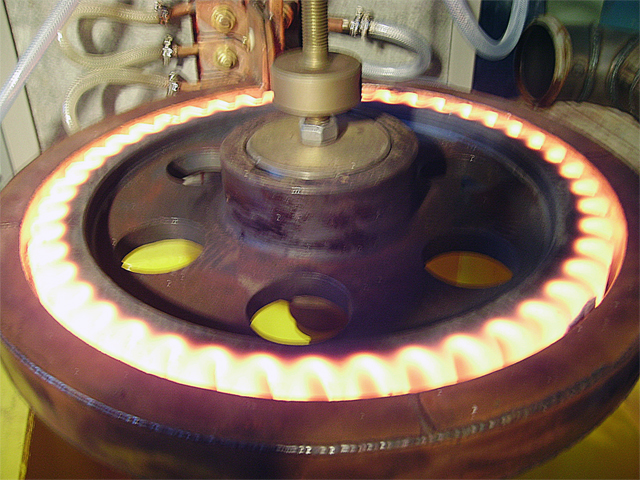
Малая мощность индукционной установки по сравнению с закалкой в кольцевом индукторе
Высокая повторяемость качества закалённого слоя за счёт автоматизации процесса и стабилизации тока индуктора
Автокомпенсация изменения зазора деталь-индуктор током индуктора
Установка не требует специального помещения для размещения преобразователя
Эффективная быстродействующая защита
Индуктор изолирован от сети и заземлён