Эффективная плавка на постоянной полной мощности
Возможность плавки черных и цветных металлов без перенастройки оборудования
Отсутствие помехи и реактивных токов в сеть при любой глубине регулирования мощности

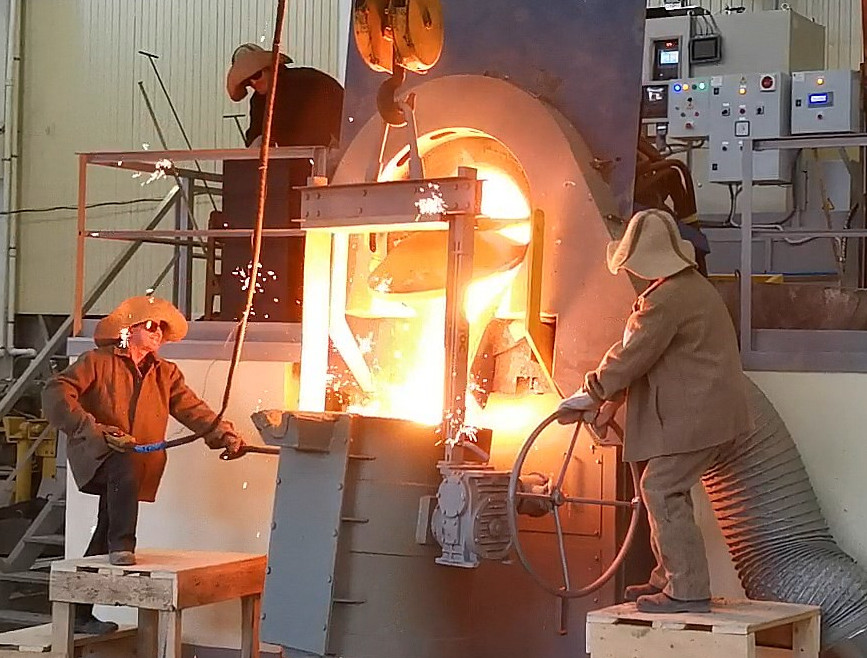
Индукционная тигельная печь ИСТ применяется в литейном производстве для открытой индукционной плавки чёрных и цветных металлов. Открытая индукционная плавка – это плавка металлов и сплавов с нагревом в атмосфере цеха, т.е. без применения защитных газов или вакуума.
Индукционная плавка имеет ряд преимуществ перед другими видами плавки:
– В печах ИСТ происходит перемешивание расплава за счёт электродинамических сил, вызванных взаимодействием токов индуктора и садки печи. Благодаря этому при индукционной плавке расплав имеет равномерную температуру и состав по всему объёму печи.
– Плавильные печи ИСТ обеспечивают ведение плавки в любом заданном температурном режиме и обеспечивают высокую производительность.
– Выплавка в индукционных печах характеризуется малым угаром металла.
– В качестве шихты возможно использование стружки без предварительного брикетирования.
– При индукционной плавке обеспечивается улучшение условий труда по сравнению с вагранками и дуговыми печами.
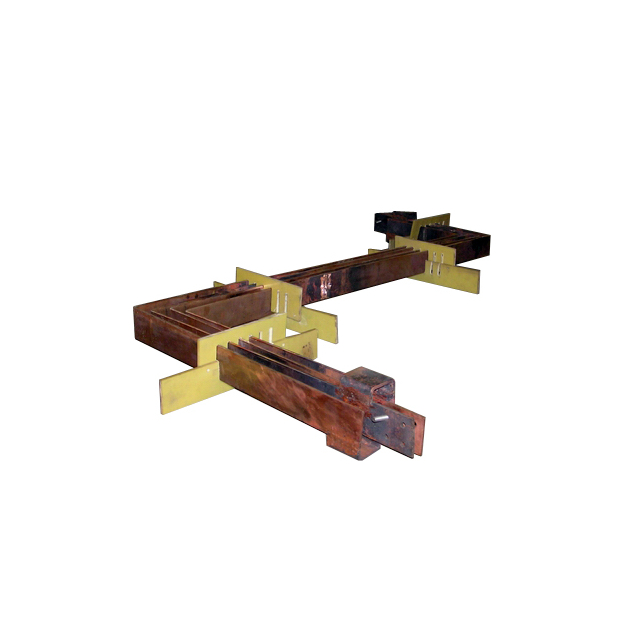
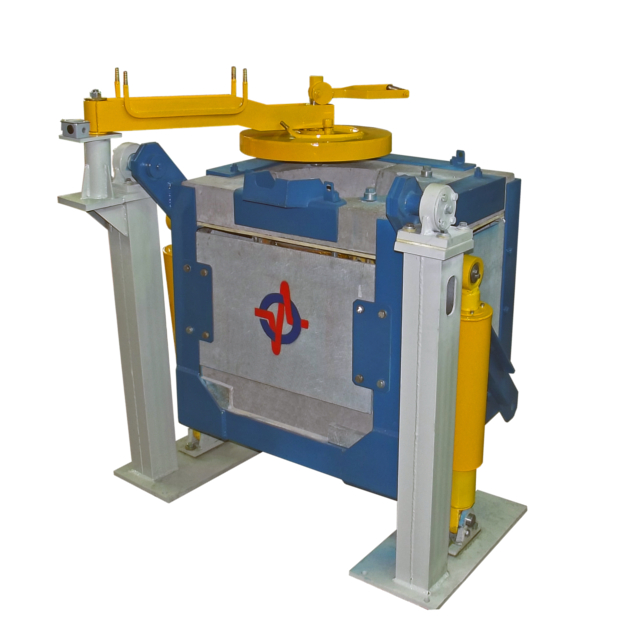
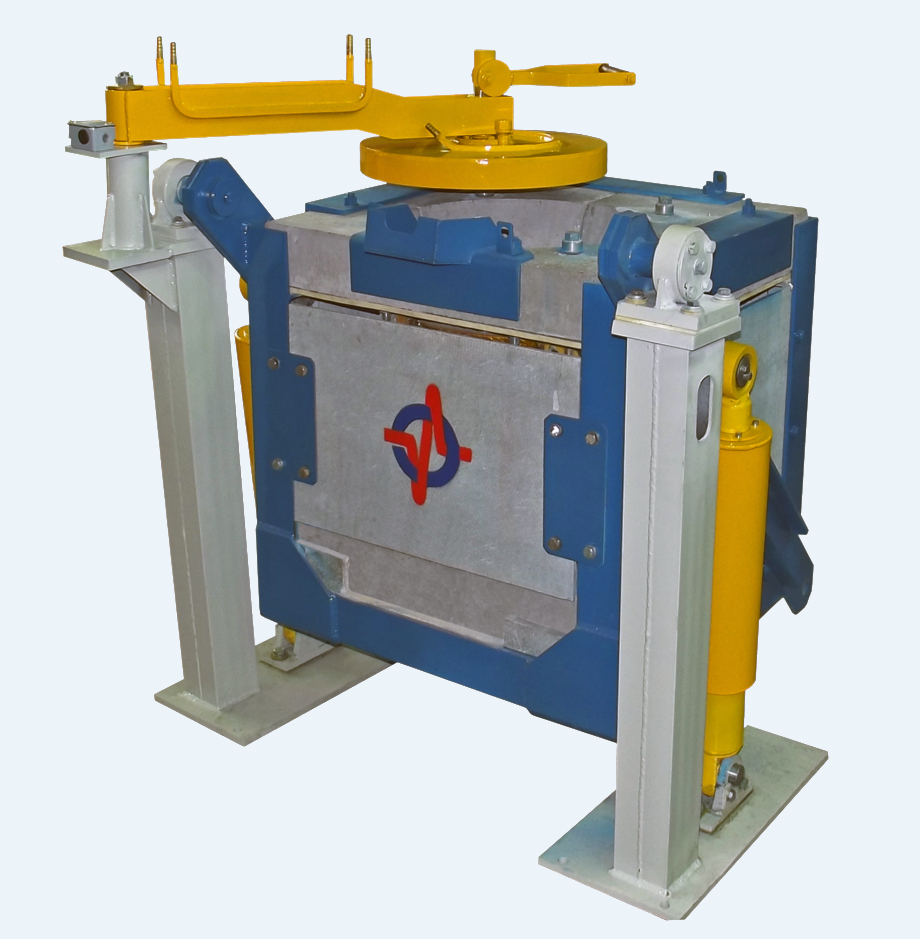
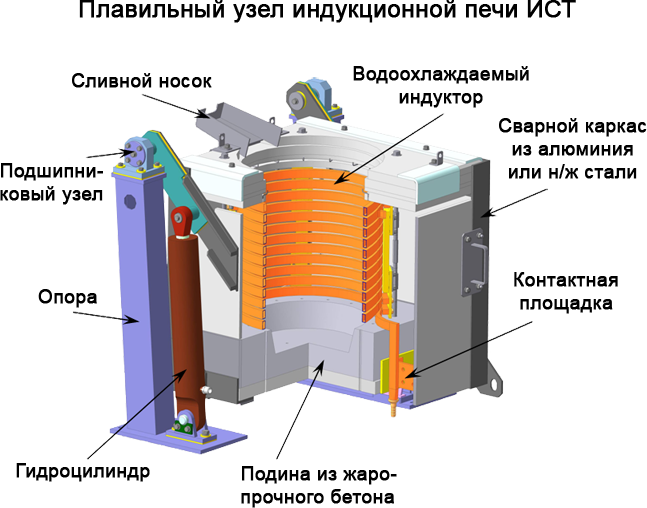
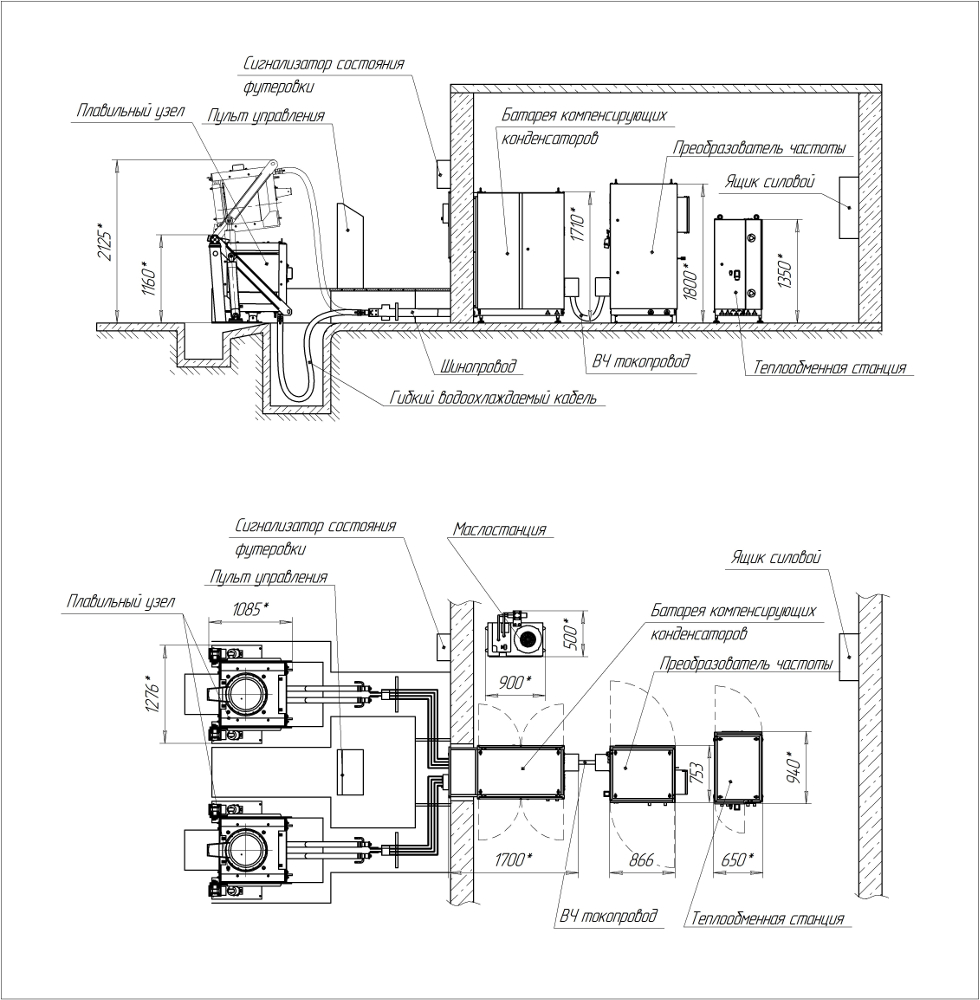
Индукционная печь ИСТ состоит из намотанной медной трубой катушки индуктора, которая установлена на подину из жаропрочного бетона и закреплена внутри каркаса. Каркас печи состоит из непроводящих и немагнитных материалов.
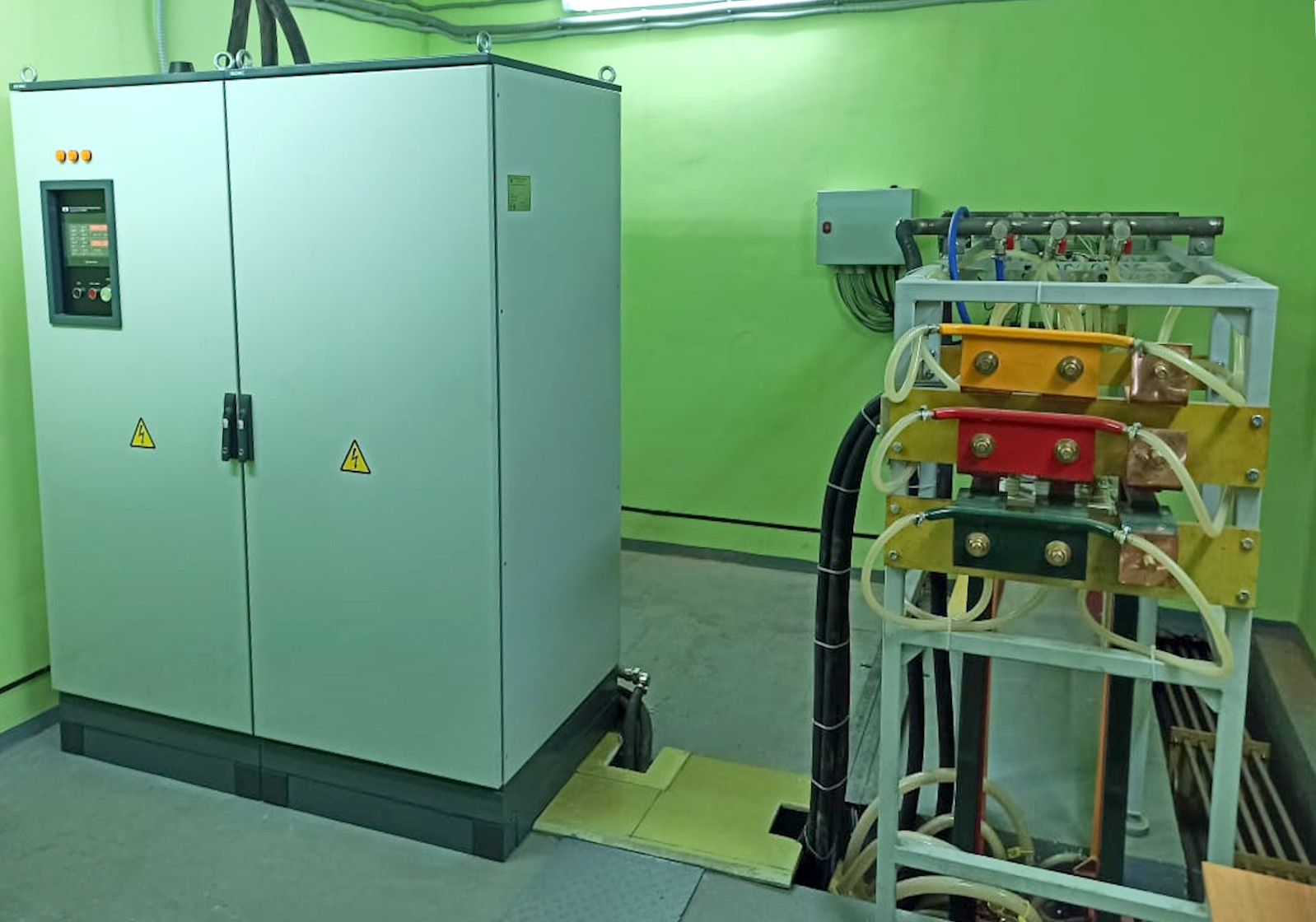
Тигель печи набивается по шаблону внутри индуктора. Набивка производится специальными футеровочными жаропрочными составами. К индуктору печи с выхода полупроводникового преобразователя частоты ПЕТРА-0132 или ПЕТРА-0141 подводится напряжение средней частоты.
Плавка происходит за счёт наведения в садке печи токов, которые возникают под воздействием электромагнитного поля индуктора. Система управления преобразователя частоты автоматически поддерживает выбранный оператором режим плавки индукционной печи.
Индукционная печь ИСТ оснащена системой контроля состояния футеровки, которая позволяет избежать пробоя расплавленного металла на индуктор печи из-за износа футеровки.
| Ёмкость тигля по стали, т | Мощность преобразователя, кВт | Fинд, кГц | Uинд, В | Uпит, В | Скорость расплавления, т/ч | Удельный расход электроэнергии, кВт*ч/т | Расход воды м3/ч |
| 0,06 | 100 | 2,4 | 800 | 380×50 Гц | 0,1 | 1100 | 3,9 |
| 0,16 | 160 | 2,4 | 1000 | 380×50 Гц | 0,18 | 885 | 5,1 |
| 0,25 | 250 | 2,4 | 1600 | 380×50 Гц | 0,32 | 780 | 7,8 |
| 0,4 | 320 | 2,4 | 1600 | 380×50 Гц | 0,5 | 690 | 10,0 |
| 1,0 | 500 | 1,0 | 1600 | 380×50 Гц | 0,84 | 620 | 11,0 |
| 1,0 | 800 | 1,0 | 1600 | 570×50 Гц | 1,3 | 610 | 13,0 |
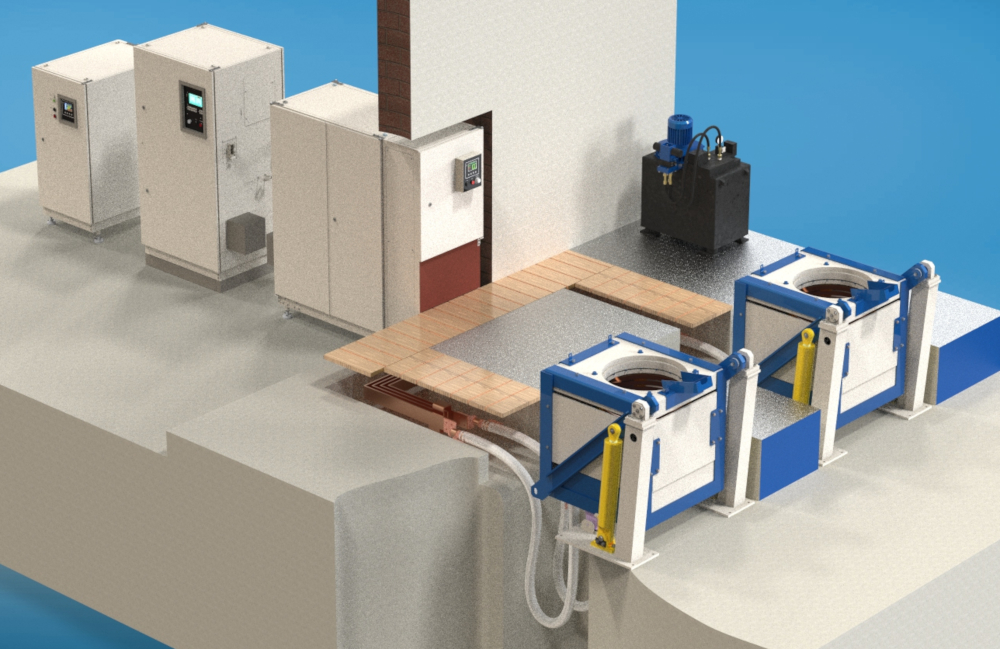

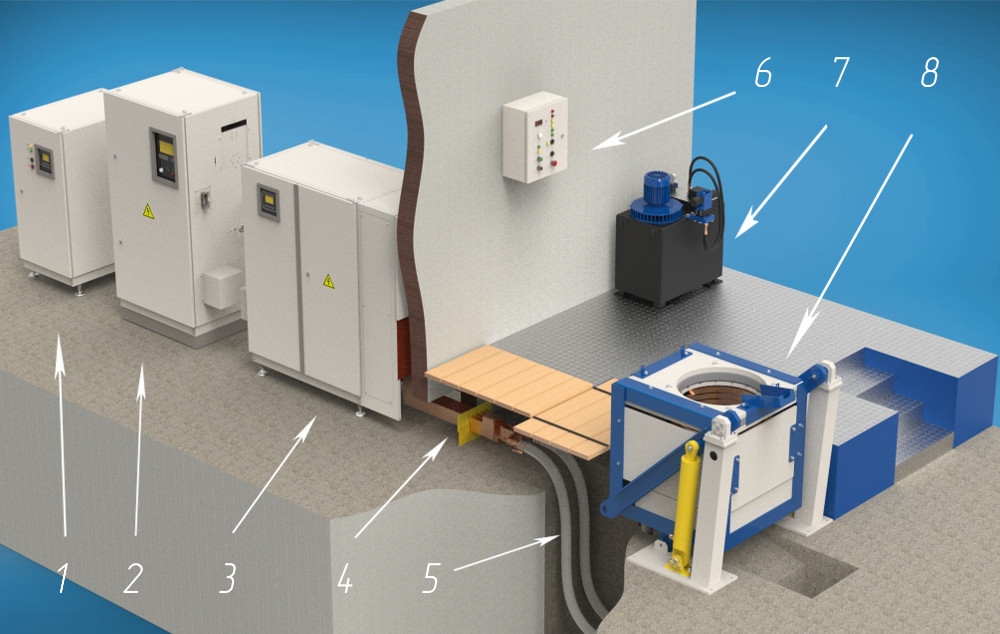
Подготовка пусконаладочных работ начинается на этапе заключения договора. Специалисты ООО НКВП «Петра» согласовывают план размещения оборудования в производственных условиях покупателя, подвод коммуникаций (электроэнергия, вода, канализация и др.), сопряжение с оборудованием покупателя.
Пусконаладочные работы включают в себя: выезд специалиста к Заказчику; подключение и настройку оборудования для обеспечения технологического режима; обучение производственного и обслуживающего персонала. Стоимость работ составляет 5…10% от цены поставленного оборудования.

Срок изготовления зависит от готовности оборудования на сборочном производстве и сложности Вашего заказа. Поэтому уточняйте срок изготовления при каждом обращении к нашим менеджерам. Обычно срок поставки не превышает: для преобразователей частоты – 2-х месяцев, для индукционных установок – 3-х месяцев.

Доставка оборудования производится самовывозом на транспорте покупателя или транспортной компанией.

Как правило, применяется поэтапная оплата по формуле: 50% — аванс, 50% — оплата перед отгрузкой оборудования. Другие формы оплаты – по согласованию с покупателем.

В случае возникновения гарантийного случая в период гарантийного обслуживания работы по ремонту оборудования производятся бесплатно. Срок действия гарантии — 12 месяцев со дня ввода в эксплуатацию. Возможны другие условия гарантии, которые предусматриваются договором поставки.
© НКВП «Петра» 2003-2024