Введены в эксплуатацию две индукционные плавильные установки ёмкостью тигля 1 т по стали с питанием от транзисторных преобразователей частоты ПЕТРА 800 кВт, 1 кГц.
В состав каждой установки входят: питающий трансформатор 1000 кВА сухого типа, вводной шкаф, транзисторный преобразователь частоты ПЕТРА 800 кВт, 1 кГц, батарея компенсирующих конденсаторов, шинопроводы и водоохлаждаемые кабели, гидравлическая станция для поворота печи при сливе расплава и собственно печь.
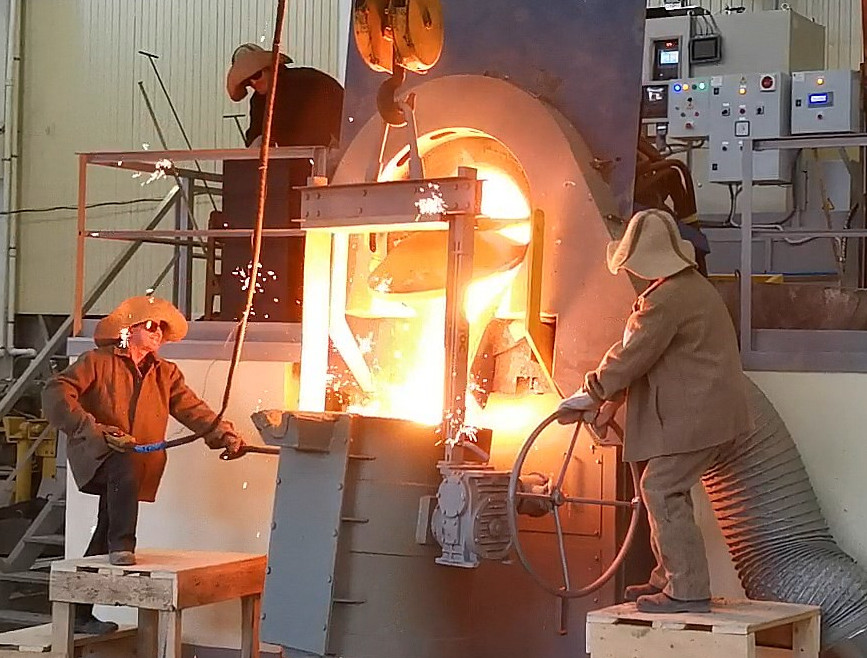
Печь имеет стальной каркас, внутри которого установлен индуктор. Для исключения нагрева конструкции между индуктором и элементами металлоконструкции печи установлены магнитопроводы. Жёсткая конструкция каркаса способствует увеличению срока службы футеровки. Для дымоудаления в конструкции печи предусмотрен вытяжной воротник. Теплоизоляция зеркала расплава обеспечивается отводящейся крышкой.
Устройство контроля состояния футеровки предупреждает персонал об износе стенки набивного тигля и позволяет безопасно эксплуатировать печь.
Транзисторный преобразователь частоты ПЕТРА обеспечивает стабильную заданную мощность в течение всего цикла плавки вне зависимости от состояния садки печи. Регулировка мощности производится без помехи в питающую сеть. Поэтому в отличие от тиристорных аналогов не потребовалась установка дополнительных фильтрующих и компенсирующих устройств в питающую сеть по входу преобразователя.
Охлаждение преобразователя частоты и конденсаторной батареи ведётся дистиллированной водой по двухконтурной схеме с применением теплообменной станции ПЕТРА-0395. Таким образом, исключается засорение и образование накипи в каналах охлаждения ПЧ и КБ. Охлаждение индуктора и водоохлаждаемых кабелей производится технической водой. Контроль протока и температуры по этим каналам осуществляется в узле контроля водоохлаждения.
Данные по температуре всех каналов охлаждения, а также данные по энергопотреблению, состоянию и режимам работы индукционной печи выводится на панель микропроцессорного пульта управления. Доступен вывод данных в локальную сеть предприятия.
В ходе приёмочных испытаний произведено спекание футеровки на обеих печах (подогрев шаблона на малой мощности в течение 8 часов с последующим выплавлением). На каждой печи произведены контрольные плавки на чугуне, стали, нержавеющей стали.
© НКВП «Петра» 2003-2026